Imagine trying to join two blocks of chilled butter into a single, seamless piece. If you hit them with a blowtorch, the butter turns into a yellow puddle, loses its shape, and eventually cools into a greasy, lumpy mess that looks nothing like the original stick. However, if you press the two blocks together and use a warm spoon to vigorously churn the edges where they meet, you can blend the fats until the seam vanishes. You never turned the butter into a liquid; you simply persuaded the molecules to trade places. This is the basic magic of friction stir welding. It is a process currently changing how we build everything from rockets to high-speed trains by treating solid metal like a very stubborn version of play dough.
For over a century, the word "welding" has meant blinding light, showers of sparks, and temperatures hot enough to rival the surface of a star. Traditional welding uses the brute force of heat to melt metals so they can flow together. While this works, the "melt-and-freeze" approach creates many technical headaches. When metal turns to liquid and then cools quickly, it can trap gas bubbles, develop internal cracks, or warp like a piece of wood left in the rain. Friction stir welding, by contrast, is a polite but firm negotiation. It uses mechanical energy to soften the metal just enough to make it pliable, skipping the liquid phase entirely and creating bonds much stronger than those made by fire and heat.
The Mechanical Kneading of Solid Metal
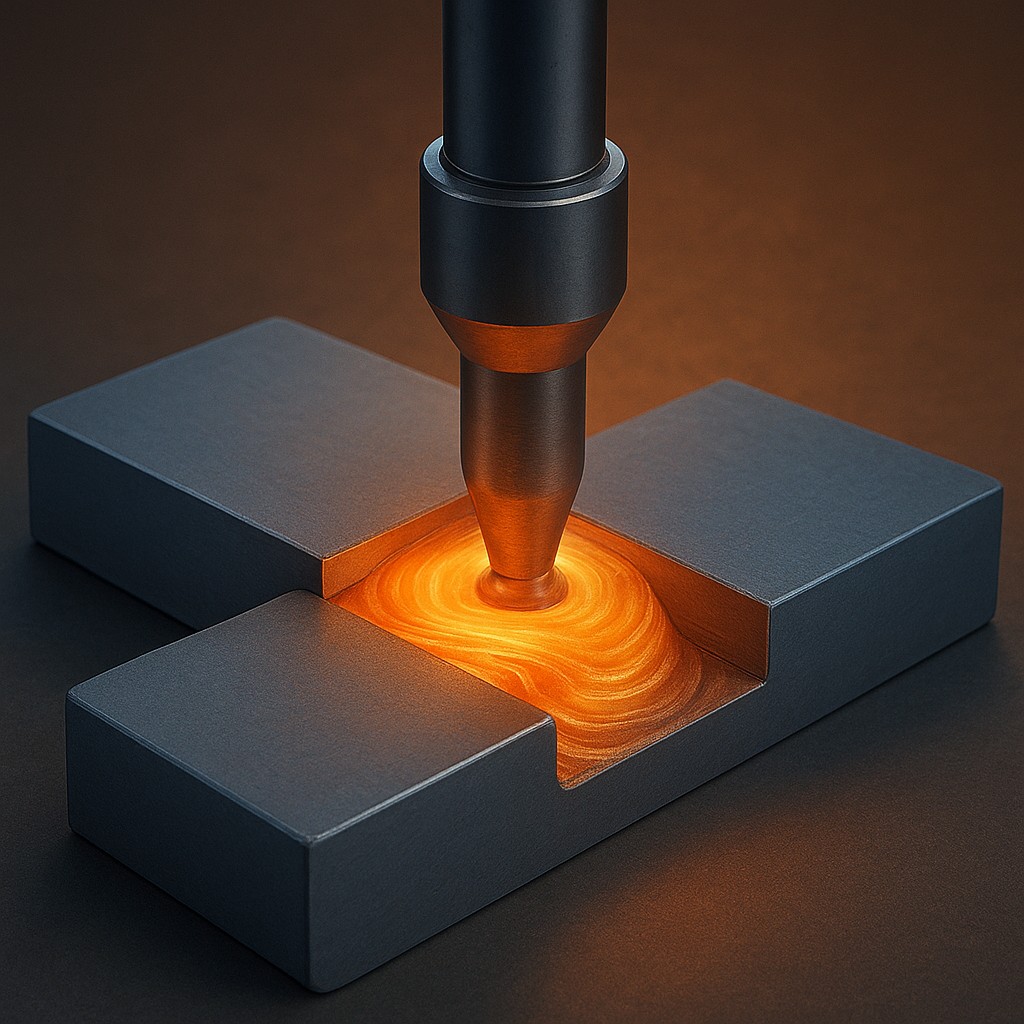
To understand how you can join metal without melting it, we have to look closely at the "stirring" tool. At the heart of the process is a cylinder made from a material much harder than the metal being joined, often a specialized tungsten or ceramic alloy. This tool has two main parts: a wide shoulder and a smaller, threaded pin sticking out from the center. As the tool spins at high speeds, it is plunged into the joint between two metal plates. Even though it is solid hitting solid, the intense friction and pressure create heat. This isn't the kind of heat that causes a meltdown; instead, it warms the metal into its "plastic" range.
In this plastic state, the metal acts like warm taffy or thick clay. It is still technically a solid, but its structure has been disrupted enough that it can be moved. The threaded pin acting as a giant, high-speed mixer then physically shovels the softened metal from the front of the tool to the back. As the tool moves forward along the seam, the shoulder keeps the "dough" from squishing out the top, while the pin ensures the two sides are thoroughly tangled together. By the time the tool passes, the metal has been mechanically forged into a single, continuous piece. Because the metal never reached its melting point, it keeps a tougher and more reliable structure than a puddle of refrozen slush.
Why Liquid Metal is a Risk
In high-performance engineering, melting things is often seen as a necessary evil rather than a first choice. When you take a high-strength aluminum alloy, like the kind used in Boeing wings or SpaceX rockets, and melt it during a standard weld, you essentially erase all the careful heat treatments that made the metal strong in the first place. The area around a traditional weld, known as the Heat Affected Zone, often becomes brittle or soft, creating a weak link in a sturdy structure. Furthermore, as liquid metal cools and shrinks, it pulls on the surrounding material, leading to significant warping and internal stress.
Friction stir welding solves these issues by keeping the temperature relatively low. Because the heat is localized and the metal stays solid, there is very little shrinkage and almost zero chance of forming the tiny gas pockets, known as porosity, that ruin traditional welds. This is vital in aerospace, where every gram of weight counts. If your weld is 30 percent stronger because you didn't melt the metal, you can make the entire skin of the spacecraft thinner, saving thousands of pounds of fuel. It is the difference between a shirt held together with bulky seams and one that uses a high-tech, seamless bond that is just as strong as the fabric itself.
Comparing the Heat Styles
To visualize the differences between these two methods, it helps to look at how they handle the environment and the material’s strength during the process.
| Feature |
Traditional Arc Welding |
Friction Stir Welding |
| Material State |
Fully Liquid (Molten) |
Softened (Solid-State) |
| Heat Source |
Electric Arc or Laser |
Friction and Mechanical Force |
| Distortion |
High (due to cooling shrinkage) |
Very Low |
| Internal Defects |
Prone to bubbles and cracks |
Virtually no bubbles or cracks |
| Preparation |
Requires intense cleaning and gas shields |
Minimal preparation needed |
| Energy Use |
Higher (creating light and heat) |
Lower (mechanical work) |
The Colossal Force of the Stir
If friction stir welding is so much better, why isn't every local car repair shop using it? The answer lies in the sheer physics of the "stir." Because you are forcing a solid tool through solid metal, the resistance is staggering. Imagine trying to drag a heavy spoon through a bucket of cold peanut butter, then multiply that by ten thousand. To keep the tool moving and the metal pinned down, the machinery must exert thousands of pounds of downward and sideways force.
This need for immense pressure means that friction stir welding is not a handheld hobby. It requires massive, specialized machines or robotic rigs bolted into deep concrete foundations. The parts being welded must also be clamped into heavy steel frames to prevent them from flying across the room. This makes the process expensive to set up and limits it to factories where high volume or high performance is more important than low startup costs. There is also the "exit hole" problem: when the tool pulls out at the end of the seam, it leaves a hole where the pin was. Engineers have to get creative to plug these holes or design the parts so the tool stops in a "waste" area that can be trimmed off later.
Correcting the Friction Myths
A common misconception is that friction stir welding is a "cold" process. While it is much cooler than a 3,000-degree electric arc, it is far from chilly. The metal still reaches temperatures that would cause a nasty burn or glow a dull red in a dark room. The difference is that it stays below the literal melting temperature of the metal. Another myth is that this process can be used on any material. While it works beautifully on aluminum, magnesium, and copper, using it on steel or titanium is much harder. These "hard" metals are so tough that they tend to chew up the stirring tools themselves, though recent breakthroughs in ceramic tools are slowly making steel friction welding a reality.
Another misunderstood aspect is the "stir" itself. People often assume the tool is like a drill bit that removes material. In reality, the tool does not get used up. It doesn't leave any piece of itself behind, and it doesn't take any metal away. It is more like a rolling pin designed to reach inside the dough. The process is remarkably clean, producing no toxic fumes, no blinding flashes of light, and no splatters of molten metal. This makes the factory floor much safer and better for the environment.
Engineering the Future of Transportation
This "solid state" joining technique is already changing how we move around the planet and beyond. The massive orange fuel tank of the Space Shuttle was one of the first major structures to use friction stir welding, allowing NASA to shave off hundreds of pounds while making the tank more reliable. Today, companies like SpaceX and Blue Origin use the process to stitch together the giant cylinders of their rocket stages. In these environments, a single tiny bubble in a weld could lead to a disaster; by using a stir weld, they ensure the metal is uniform and strong.
On the ground, high-speed rail systems in Europe and Asia use friction stir welding to create long, lightweight aluminum carriages. These trains need to be light to reach high speeds and stop efficiently, but they also need to be incredibly strong to handle constant vibrations. Friction stir welding allows for the creation of massive, hollow parts that are then "zipped" together to form the body of the train. Even the automotive world is starting to take notice, with luxury car makers using the process to join aluminum frames to steel components, which is usually very difficult because the two metals melt at completely different temperatures.
The Next Frontier of Assembly
The future of friction stir welding lies in portability. Researchers are developing "self-reacting" tools that act like a clamp moving with the weld, pinching the metal from both sides to cancel out the massive downward force. This could allow for lighter, more mobile welding robots that don't need to be anchored to a building's foundation. There is also work being done in "friction stir additive manufacturing," where the stirring tool builds up 3D layers of metal. This is essentially a solid-state 3D printer that can produce parts with the strength of forged metal.
The journey from a messy pool of liquid metal to the elegant kneading of solid material represents a major shift in how we build things. We are moving away from an era of "melting and hoping" toward one of precise, mechanical control. It is a reminder that sometimes the best way to solve a problem isn't to add more heat, but to find a cleverer way to move what you already have. By understanding the dance of friction and pressure, we can now build structures that are lighter, stronger, and more enduring than anything the blacksmiths of the past could have imagined.